
服务热线:
18660865999
18553823888
0538-8086567
服务热线:
18660865999
18553823888
0538-8086567
电 话:0538-8086567
传 真:0538-8086567
手 机:18660865999、18553823888
邮 箱:rongda567@163.com
网址:www.sdrdjz.com
地 址:泰安市长城路96号A号楼7层703

周转模壳在建筑业中应用更为广泛,但在施工过程中很少注意到一些问题,加工车库模壳这些问题是严重的,所以我们必须在施工过程中注意,以确保安全。现在我们来分析主要的问题和具体的解决办法。车库模壳施工在拼缝不严的存在,我们需要改变拼缝的处理方法,使拼缝能保持紧张,在施工之前,相关的施工人员应加强和模板放样,参考图纸模板的布置,计算插针的宽度;为了解决一次性模壳位移问题,需要采用相应的固定方法。

模板支架系统应有足够的强度、刚度和稳定;支柱底脚应垫通长脚手板,加工车库模壳并应支撑在坚实的地面上;模壳下端和侧面应设水平和侧向支撑,以补足模壳的刚度;密肋梁底楞应按设计和施工规范起拱;支撑角钢与次楞弹平线安装,并销固牢靠。车库模壳施工单向密肋板底部局部下挠;防治的方法是,模壳安装应由跨中向两边安装,以减少模壳搭接长度的累计误差。安装后要认真调整模壳搭接长度,使其不得小于10cm,以保证接口处的刚度。密肋梁轴线位移,两端边肋不等:防治的方法是,主楞安装调平后,要放出次楞边线再安装次楞,并进行找方校核。安装次楞要严格跟线,并与主楞连接牢靠。模壳安装不严密:这是模壳加工的负公差所致。认真检查模壳安装缝隙,钉塑料条或橡胶条补严。

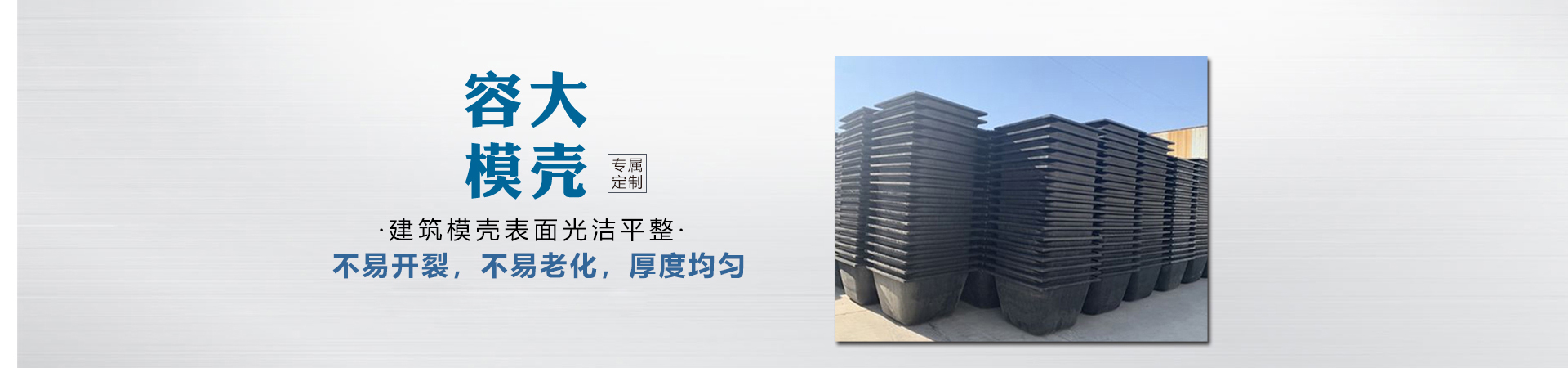
周转模壳具有热耐冷、抗老化、高平滑度,加工车库模壳可重复使用超过50次,温度范围大,可在- 20℃+ 60℃温度条件下施工。施工方便,施工速度快,支护操作简单,车库模壳施工操作人员技术水平要求低,有利于施工组织,模具拆卸简单。周转模壳的隔音和隔热效果比周转模壳好非常多,性能也非常的稳定,它还有个绝招就是能忍受火的煎熬。

建筑模壳拆模量比普通模壳拆模量削减60%以上,降低了劳动强度,加工车库模壳且由于模壳不必拆除,降低了对密勒梁制品的损坏。有的时候我们会发现建筑模壳存在一些漏料的问题。车库模壳施工今天山东建筑模壳厂家给大家简述施工过程中造成模壳漏料的原因及解决方法,避免今后施工中再出现这种情况。

模壳的用途与短重现象相比,进口铁矿石的品位不足显得更为隐性。加工车库模壳据魏爱鹏介绍,进口铁矿石品位每相差1%,报价就会大相径庭。以10月18日印度粉矿为例,62%含税价格为每吨805元—815元,品位61%的价格只有每吨760元—770元。车库模壳施工巨大的利益诱惑着信誉较差的矿商、贸易商铤而走险。 臧少林则认为,尽管目前受经济下滑影响,铁矿石已进入供大于求的局面,但长期来看,供需失衡的矛盾还将长期困扰中国钢企,这也是造成大量铁矿石进口不合格现象的一个重要原因。

塑料模壳采用钢管架或碗扣架支撑系统,支撑立杆横距同密肋板间距,加工车库模壳支撑立杆纵距为600~900mm;支撑立杆顶部设U形可调支撑头,底部设可调底座。车库模壳施工支撑头上搁纵向龙骨,采用75mm×150mm薄壁钢管或75mm×100mm木方,顺纵向龙骨两侧设∟50×5角钢,其上搁置塑料模壳。拆除时先拆除角钢,模壳下降脱模,但肋底仍支撑在横向木方上,进行养护,直至密肋板混凝土达到整体拆除所要的设计强度。




